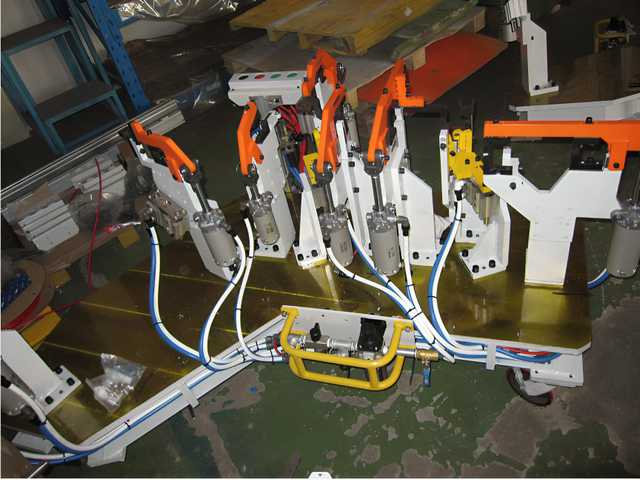


Сварочное приспособление для кузова автомобиля в белом цвете
Использование сварочных приспособлений в сварочных процессах является основным производственным процессом в автомобилестроении. Применение сварочного приспособления для кузова автомобиля напрямую связано с эффективностью, точностью и качеством сварочных процессов. У многих автопроизводителей Китая в сварочных приспособлениях обычно используются специальные приспособления, приспособленные для одного или нескольких конкретных сварочных процессов. При нынешней тенденции развития небольших партий и персонализации автомобильного производства этот вид оснастки широко используется, а его цикл проектирования и производства короткий, что повышает уровень процесса сварки в автомобильной промышленности моей страны и сокращает цикл разработки новых модели. В автомобильной промышленности в развитых странах мира широко используемые сварочные приспособления стандартизированы и серийны, и только разумный выбор может быть сделан во время проектирования. Сварочные зажимы полностью оправдали себя, примеры использования в автомобильном производстве, в реальной работе можно использовать несколько рабочих платформ или различные модули для соединения и комбинирования, расширяя рабочую зону в соответствии с различными условиями труда и многое другое. Производство и использование различных моделей автомобилей.
Сварка, общая сборка и покраска в сварочном аппарате паровой стороны являются основной работой кузовного производства. При сварке сварочное приспособление является основным фактором, обеспечивающим качество сварки кузова автомобиля, и важной частью сварочного процесса. Он может обеспечить форму, размер и точность, соответствующие техническим требованиям чертежа продукта. Можно сказать, что сварочное приспособление является «сердцевинным» кругом производственной линии по сварке кузова. Он является важным фактором обеспечения качества сварки кузова и влияет на точность изготовления и производственный цикл всего автомобиля. Поэтому разработка сварочного приспособления для кузова автомобиля в процессе производства автомобилей особенно важна.
1. Состав сварочного приспособления для кузова автомобиля белого цвета.
Сварочное приспособление является вспомогательным средством при производстве изделий. Это общий термин для технологического оборудования, используемого для сборки и сварки, в том числе направляющего устройства для направления сварочной горелки или заготовки, которое быстро и точно находит и фиксирует заготовку в нужном положении. Сварочное приспособление является незаменимым вспомогательным устройством при сварке металлоконструкций и важной частью сварочного процесса. В основном он сохраняет и обеспечивает соответствие формы и размера сварного изделия требованиям чертежа изделия в процессе сварки, облегчает работу сварщика и повышает эффективность работы. роль. Формат бумаги, Тело. В состав сварочного приспособления в основном входят самодельные детали, стандартные детали и покупные детали. К самодельным деталям в основном относятся опорные блоки, зажимные блоки, модельные пластины и т. д.; К стандартным деталям в основном относятся штифты, угловые седла, опорные блоки, регулировочные прокладки и т. д.; К покупаемым деталям в основном относятся цилиндры и различные втулки вала, самая сердцевина. К наиболее распространенным конструктивным деталям относятся опорные блоки, зажимные блоки, шаблоны, угловые гнезда, регулировочные прокладки и т. д. Поэтому, прежде чем проектировать сварочное приспособление, необходимо полностью разобраться процесс сварки кузова автомобиля и конструктивные особенности сварочного приспособления, а также разумно осуществлять твердотельное моделирование, вызов стандартных деталей и подбор покупных деталей.

2. Требования к конструкции сварочного приспособления для кузова автомобиля.
2.1 Основные требования к приспособлениям для сварки кузовов.
(1) Для корпусных деталей и узлов, которые должны быть взаимозаменяемыми после сборки и сварки штампованных деталей, следует использовать соответствующие детали корпуса, особенно форма и размер отверстий которых соответствуют техническим требованиям.
(2) Сборка, позиционирование и зажим могут быть выполнены быстро и точно. Свариваемые детали должны быть просты в эксплуатации. После освобождения зажимного механизма сварную деталь можно легко снять с приспособления, и это безопасно и надежно.
(3) При проектировании приспособления необходимо обратить внимание на проблемы с проводимостью и изоляцией некоторых частей приспособления, чтобы улучшить качество сборки и сварки корпуса.
(4) Из-за сложной конструкции корпуса при проектировании позиционирующих и зажимных деталей следует полностью учитывать технологию обработки, а также обобщение и стандартизацию деталей, чтобы облегчить замену изнашиваемых деталей и восстановить первоначальную точность конструкции.
(5) Сборка и сварочное приспособление корпуса относительно сложны и тяжелы, и часто необходимо регулировать держатель образца для регулировки и коррекции во время производства и использования.
2.2 Выбор точки привязки сварки.
При зажиме заготовки привязка, используемая для того, чтобы заготовка заняла правильное положение в приспособлении, называется привязкой позиционирования. Правильный выбор привязки позиционирования напрямую повлияет на точность сборки заготовки.
2.3 Метод позиционирования и компоненты позиционирования.
Основным объектом сварочного приспособления кузова является штампованная деталь. За счет сложной формы и легкой деформации, криволинейной формы поверхности, фасонной площадки на криволинейной поверхности, ступеней, образованных вытяжкой и изгибом заготовки, а также расположением обрезанных окон и внешних кромок, монтажных и технологических отверстий.
Благодаря сложной форме штампуемых деталей они непосредственно контактируют с позиционирующими компонентами в процессе зажима, что определяет особую форму позиционирующих компонентов. Обычно используемые компоненты позиционирования следующие:
(1) Фиксирующие штифты: Фиксирующие штифты являются широко используемым методом позиционирования в сварочном приспособлении для кузова автомобиля . Усиливающая балка нижней плиты кабины утолщена и имеет хорошую жесткость, что можно рассматривать как жесткий узел. Отверстия для подвески в опорной плите можно позиционировать с помощью двух цилиндрических штифтов.
(2) Блок позиционирования: Дверной проем кабины, а также переднее и заднее ветровые стекла позиционируются с помощью позиционирующего блока на позиционирующем корпусе. Блок позиционирования и корпус спроектированы отдельно, что позволяет избежать общего процесса профилирования и делает изготовление и настройку компонентов позиционирования намного проще и удобнее.
(3) Полукруглый блок: Цилиндрические заготовки обычно позиционируются с помощью V-образных блоков, но когда позиционирующие элементы в сварочном приспособлении должны одновременно быть проводящими или когда толщина стенки трубы заготовки менее 0,5D ( D – диаметр заготовки), чтобы предотвратить зажатие и деформацию заготовки, для позиционирования часто используют полукруглые блоки. Минимальный диаметр отверстия полукруглого блока должен быть максимальным диаметром опорной оси позиционирования заготовки.
(4) Изогнутая позиционирующая пластина.

2.4 Зажимное устройство.
Когда корпус собран и сварен, заготовку необходимо зажать с помощью зажимного станка, чтобы преодолеть упругую деформацию заготовки и влияние других внешних сил, чтобы гарантировать, что базовая плоскость позиционирования штампуемой части тело плотно прилегает к непозиционирующему блоку. При сварке устройство, прикладывающее к заготовке внешнюю силу для удержания ее в заданном положении, называется зажимом. Существует много типов зажимов. По принципу действия различают рычаги, клинья, винтовые пары, эксцентриковые колеса и т. д.; По источнику внешней силы различают ручные, пневматические, гидравлические и т. д. Конструкция этих зажимных механизмов аналогична конструкции обычных станочных приспособлений. Конструкции схожи с небольшими отличиями, которые можно использовать для справки.
2.5 Сварочное приспособление для сборки кузова.
Сварочные приспособления для сборки кузова подразделяются на одноразовые и многоразовые в зависимости от методов их позиционирования. Общесборочное приспособление для единоразовой сборки и позиционирования означает, что основные сборочно-сварочные работы кузова в сборе выполняются на одном общесборочном приспособлении. Детали, узлы и подузлы, составляющие кузов, последовательно устанавливаются на сборочную приспособление, позиционируются и зажимаются и не снимаются со приспособления до завершения основных сборочно-сварочных работ кузовного узла. Особенностью этого приспособления является то, что позиционирование и зажим выполняются только один раз при сборке и сварке кузова, что позволяет легко гарантировать качество собранного и сваренного кузова. По программе кузовного производства может быть установлена одна или несколько одинаковых креплений. Для одного приспособления может использоваться фиксированная нижняя пластина, а на производственной линии сборки и сварки кузова можно расположить несколько приспособлений и перемещать их вместе с производственной линией. Такое приспособление, которое перемещается вместе с производственной линией, называется сопровождающим. приспособление. Изготовление сопутствующего приспособления сложное, а стоимость высокая. Для электрических, водяных и воздушных контуров на каждой сварочной станции предусмотрены быстроразъемные розетки или разъемы.



Связанные новости
Отправлено успешно
Мы свяжемся с вами как можно скорее